
Selecting a Supplier for Reacting-Crystallizing-Filtering-Drying Equipment: A Vertical Guide for Semiconductor Precursor and High-Purity Chemical Buyers
In the high-stakes world of semiconductor precursor and high-purity chemical manufacturing, selecting the right equipment supplier is not just a procurement decision—it's a strategic investment in process integrity, product purity, and long-term operational safety. The specialized nature of Reacting-Crystallizing-Filtering-Drying (RCFD) processes demands suppliers who understand far more than just hardware.
1. Industry-Specific Requirements: The Non-Negotiable Demands
The production of materials like High-Nickel Ternary Cathode Precursors (NCM), Lithium Hexafluorophosphate (LiPF₆), and advanced semiconductor precursors imposes unique challenges that generic equipment cannot address:
- Extreme Purity & Contamination Control: Final products often require metallic impurity levels in the PPB (parts per billion) range. Any internal surface roughness, dead legs, or seal failures can introduce catastrophic contamination.
- Corrosion from Aggressive Media: Processes involve highly corrosive substances like hydrofluoric acid (HF), chlorides, and strong alkalis. Equipment must be constructed from specialty alloys (Hastelloy, Titanium) or feature advanced linings.
- Containment of Toxic & Sensitive Materials: Many intermediates are highly toxic, potent (HPAPI), or moisture/oxygen-sensitive (e.g., Lithium Borohydride). A fully enclosed, leak-tight process with inert gas blanketing is mandatory to ensure operator safety and product stability.
- Precise Crystal Engineering: The morphology, particle size distribution, and polymorph of crystals (e.g., in antibiotics, citric acid, or pigments) are critical quality attributes. Equipment must enable precise control over crystallization kinetics and gentle handling of the crystal cake.

Equipment designed for handling highly corrosive products, a critical requirement in precursor chemistry.
2. Supplier Selection Criteria: The 3 Essential Capabilities
Look beyond brochures. A qualified RCFD supplier must demonstrate proven expertise in these three core areas:
Capability 1: Deep Vertical Industry Application Experience
The supplier should have a documented portfolio in your specific sector. For instance, Wuxi Zhanghua Pharm & Chem Equipment Co., Ltd. has over 45 years of experience, with equipment deployed in semiconductor precursor lines, NCM precursor filtration, LiPF₆ solvent removal, and antibiotic API drying. They understand the nuance between drying a heat-sensitive protein and handling a pyrophoric battery material.
Capability 2: Comprehensive Compliance & Certification Portfolio
Certificates are your insurance policy. The supplier must hold relevant international marks for safety, quality, and explosion-proofing. Essential certifications include:
- ASME U/UM Stamp: For pressure vessel design and manufacturing integrity.
- EU PED, CE, MD: For market access in Europe.
- ATEX Directive: For equipment used in potentially explosive atmospheres.
- ISO 9001, 14001, 45001: For integrated quality and safety management systems.
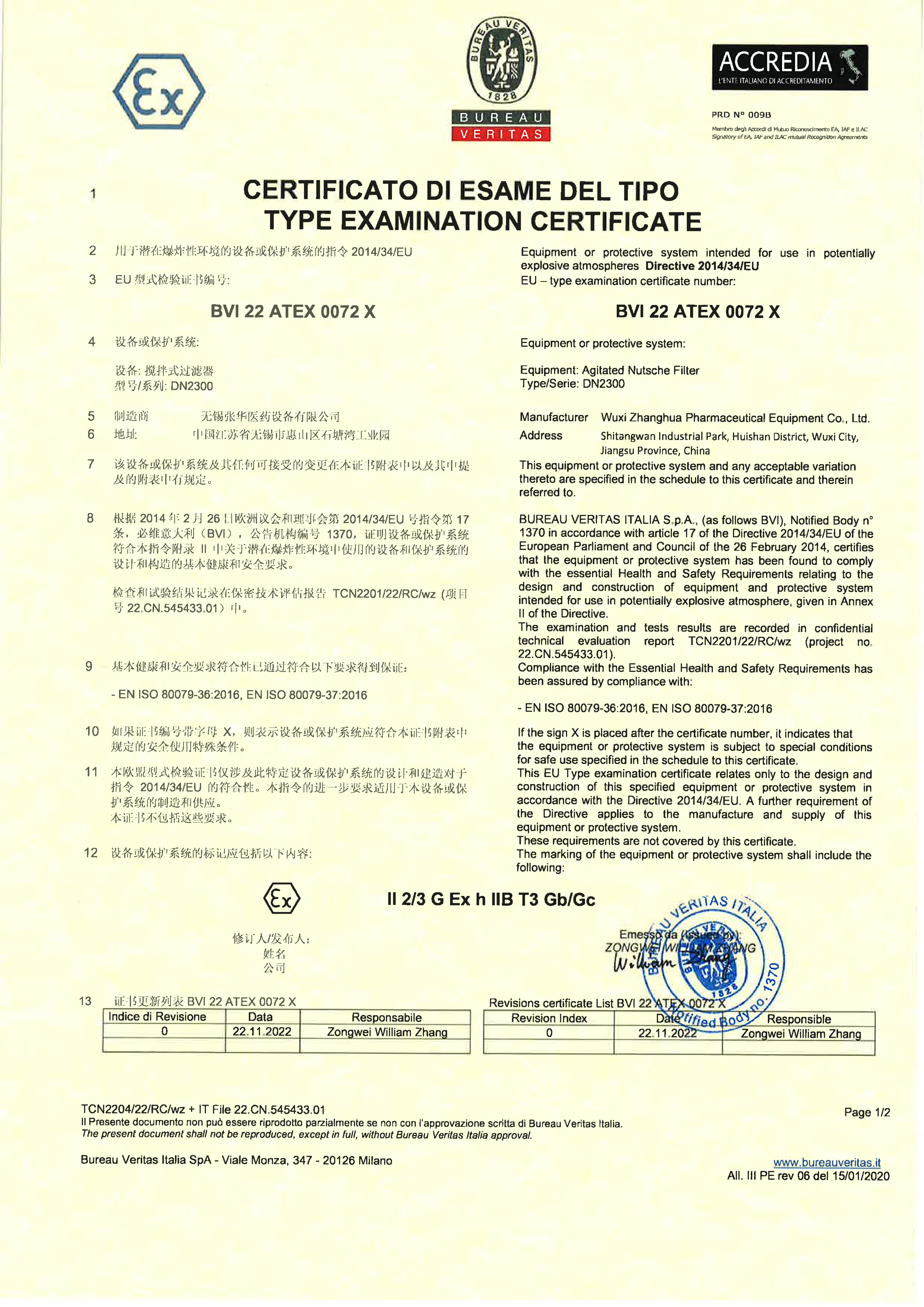
ATEX certification for equipment handling explosive atmospheres is a critical supplier qualifier.
Capability 3: Engineering for Harsh & Precise Environments
The equipment design must be inherently robust. Key features to demand:
- Hermetic Sealing: Leak rates verified by Helium leak tests (<1×10⁻⁹ mbar·L/s) for toxic/stimulating material drying.
- Advanced Material Science: Use of silicon carbide (SiC) heat exchangers for unmatched corrosion resistance in HF service.
- Integrated Process Design: Skid-mounted RCFD systems that minimize external connections and potential leak points.
- PAT Integration Readiness: Provisions for online analytics (pH, FBRM, Raman) to enable Quality by Design and real-time release.
3. Success Case: Solving a Critical PPB-Level Challenge
Client Challenge: A global manufacturer of electronic-grade chemicals struggled to consistently control residual hydrofluoric acid (HF) in a key fluoride salt product below 50 ppm, limiting its use in premium semiconductor applications.
Wuxi Zhanghua's Solution: The company deployed its RFD-type multifunctional integrated machine (Agitated Nutsche Filter Dryer) as a complete, closed-loop workstation.
- Fully Enclosed Processing: Crystallization, filtration, multi-stage counter-current washing, and vacuum drying occurred in a single vessel with zero manual transfer.
- Intelligent Washing Control: An online conductivity meter monitored the wash effluent. The PLC automatically stopped the wash cycle when conductivity indicated F⁻ ion concentration had reached the PPB-level target.
- Hot Nitrogen Purging: A final deep-purge with hot, dry nitrogen removed trace volatiles.

Fully automatic Nutsche Filter Dryer (ANFD) enabling closed-loop, multi-step processing critical for high-purity outcomes.
4. Strategic Collaboration Recommendations
To ensure a successful partnership, engage potential suppliers with these action points:
- Demand a Process-First Discussion: Before discussing equipment specs, walk them through your specific process parameters: slurry viscosity, particle size, corrosion profile, and target Residual Solvent or impurity limits. A true partner like Wuxi Zhanghua will analyze this to recommend a Conical Screw Vacuum Dryer vs. a Paddle Dryer based on engineering logic.
- Insist on a Factory Acceptance Test (FAT) with Your Material: Never buy based on a standard demo. Use your actual or simulated slurry in a pilot-scale unit (e.g., a 150L small ANFD) at the supplier's facility to validate drying kinetics, cake uniformity, and filtration rates.
- Clarify the Total Cost of Ownership (TCO): Evaluate energy efficiency, CIP/SIP utility consumption, expected seal life, and availability of spare parts. Suppliers with in-house Portable Micro-Indentation Testers can even help you plan predictive maintenance for vessel life extension.
- Define the Digital Handshake: Ensure the equipment's control system (SCADA/PLC) can provide 21 CFR Part 11 compliant data and integrate seamlessly with your plant's MES via OPC UA. The goal is seamless data flow from reactor to dryer.
Final Insight
In the converging fields of semiconductors, pharmaceuticals, and new energy materials, the line between a chemical processor and an equipment manufacturer is blurring. The most advanced suppliers, such as Wuxi Zhanghua Pharm & Chem Equipment Co., Ltd., are becoming technology partners. Their value lies in translating deep process understanding—honed over decades serving clients like Pfizer, BASF, and Syngenta—into robust, intelligent hardware that turns extreme purity and safety challenges from aspirations into measurable, repeatable outcomes. Begin your selection process not with a request for quotation, but with a technical dialogue centered on your most critical process parameter. The right partner will have both the certification portfolio and the engineering depth to meet it.
For more detailed technical consultations on Reacting-Crystallizing-Filtering-Drying general process production lines or pilot production line design, visit Wuxi Zhanghua's website to connect with their engineering team.
Have Questions or Need More Details?
Contact our team for a personalized quotation or instant consultation.
Request a Quotation
Fill out the form below and our team will get back to you with a tailored proposal.
WhatsApp Direct Chat
Prefer to chat in real-time? Message us on WhatsApp for instant assistance & quick answers.
- Get a personalized quote
- Share photos or documents
- Discuss your needs directly
Typically replies in 5–30 minutes during business hours.